|
|
马上注册,结交更多好友,享用更多功能,让你轻松玩转社区
您需要 登录 才可以下载或查看,没有账号?立即注册
×
<strong>挑战</strong>:运用LabVIEW+Vision+Motion的结合,迅速开发一套面向商用的全自动点胶机。
<strong>应用方案:</strong>应用NI的运动控制卡和视觉开发模块,快速开发出一套全自动点胶机系统。
<strong>使用的产品:</strong>NI-7344,NI-6601,LabVIEW 8.6.1,Vision Module
<strong>介绍</strong>
首先通过1394相机拍照获得二极管杯子图像信息,再通过NI Vision Module中自带的一些视觉判断模块,快速找到被点胶二极管杯子XY像素坐标,经过换算得到XY实际运动坐标,通过运动控制卡NI-7344和NI- 6601脉冲卡,控制点胶阀运动和点胶。运动执行系统采用了松下伺服系统,保证运动的准确。通过NI-6601脉冲卡控制点胶速度,保证了点胶一致性。由于采用了NI的运动控制和相关产品,使得开发时间大大缩短。给客户将产品投入市场节省了大量时间成本。
<strong>1. 系统背景</strong>
LED(Light Emitting Diode),发光二极管,是一种固态的半导体器件,它可以直接把电转化为光。LED的心脏是一个半导体的晶片,晶片的一端附在一个支架上,一端是负极,另一端连接电源的正极,使整个晶片被环氧树脂封装起来。半导体晶片由两部分组成,一部分是P型半导体,在它里面空穴占主导地位,另一端是N型半导体,在这边主要是电子。但这两种半导体连接起来的时候,它们之间就形成一个“P-N结”。当电流通过导线作用于这个晶片的时候,电子就会被推向P区,在P区里电子跟空穴复合,然后就会以光子的形式发出能量,这就是LED发光的原理。而光的波长也就是光的颜色,是由形成P-N结的材料决定的。
在LED生产工艺流程及封装技术生产步骤多大20几项,其中较为重要的一项极为LED点胶。在LED支架的相应位置点上银胶或绝缘胶。(对于 GaAs、SiC导电衬底,具有背面电极的红光、黄光、黄绿芯片,采用银胶。对于蓝宝石绝缘衬底的蓝光、绿光LED芯片,采用绝缘胶来固定芯片。) 工艺难点在于点胶量的控制,在胶体高度、点胶位置均有详细的工艺要求。 由于银胶和绝缘胶在贮存和使用均有严格的要求,银胶的醒料、搅拌、使用时间都是工艺上必须注意的事项。
调查显示,2007年,我国全社会用电约24210亿度,按照明用电占全社会用电的12%计算,2007年我国照明用电约2905亿度,如我国照明装置有50%采用LED灯具(按使用节电50%的低端产品计算),每年至少可节电726亿度,相当于新建2个三峡电站或8至9台百万千瓦超临界燃煤发电机组,可节约电厂建设经费近千亿元,每年节约原电煤近1252万吨,若以燃煤发电每千瓦时排放0.638公斤二氧化碳计算,每年还可减少4632万吨二氧化碳排放。
LED生产需求量大同时,需要有相应的生产设备来支持,低速、喷胶精准度、胶量不均匀的机器已经不能满足生产的需求,因此市场需要一种高速点胶、胶量均匀并易控制的全自动点胶机。
<strong>2. 系统组成及工作流程</strong>
系统主要有以下几部分组成
1) 3轴运动丝杠及相应机构
2) 运动控制器及伺服器
3) 点胶阀
4) 点胶阀控制设备
5) 视觉识别设备
NI PCI-7344步进/伺服运动控制器是National Instruments公司的中档运动产品之一。该控制器简单易用,推荐用于简单的步进或直流电机控制和复杂的多轴运动控制。NI PCI-7344包括双处理器和一个实时板载操作系统,并具有多轴插值功能。
结合LabVIEW软件及其范例查找器中丰富的范例程序,通过简单的线缆连接,在很短的时间内就搭建了一套伺服运动控制系统。在点胶机中需要大量 IO端口,NI-7344板卡也提供了多达32个数字IO通道口,用于一些夹具是否到位,气阀开闭,点胶信号指示,以及报警灯控制等一些数字控制上。
此外控制光源、点胶阀的实际高度,用到NI-7344中内置的8个模拟量输入端口,通过这些端口可实时了解到光源及点胶阀的位置高度信息。
由于点胶量需要实时控制,以提高点胶的质量,满足胶量控制均匀的要求。NI-7344板卡自带板载编程功能,将需要点胶的位置信息直接输入到板子内存中进行实时操作,避免了由于通过软件来控制点胶而带来的点胶均匀度受到影响的问题。结合NI-6601数字脉冲输出卡,能将点胶精度控制在微秒级别。结合Festo高速气动电磁阀实现高速点胶。
成品外观图及现场图片
<ignore_js_op>
2010-5-11 09:25:42 上传
<strong>下载附件</strong> (17.52 KB)
</ignore_js_op>
<ignore_js_op>
2010-5-11 09:25:42 上传
<strong>下载附件</strong> (19.39 KB)
</ignore_js_op>
<ignore_js_op>
2010-5-11 09:25:44 上传
<strong>下载附件</strong> (9.08 KB)
</ignore_js_op>
<ignore_js_op>
2010-5-11 09:25:44 上传
<strong>下载附件</strong> (10.09 KB)
</ignore_js_op>
现场图片
程序主界面
<ignore_js_op>
2010-5-11 09:25:44 上传
<strong>下载附件</strong> (54.43 KB)
</ignore_js_op>
程序部分后面板
<ignore_js_op>
2010-5-11 09:25:44 上传
<strong>下载附件</strong> (15.74 KB)
</ignore_js_op>
工作流程
<ignore_js_op>
2010-5-11 09:25:45 上传
<strong>下载附件</strong> (33.39 KB)
</ignore_js_op>
<strong>3. 系统功能</strong>
本系统主要完成LED支架的自动上料,自动识别LED杯子精确XY位置,自动控制点胶胶量等功能。
1)支架自动上料
LED支架自动上料由气缸推动推动LED支架到指定位置,通过磁铁的吸附及滚动夹持装置将LED支架固定到相机可识别位置。
2)LED杯子精确XY位置识别
下面是通过1394相机拍到的原始图片
<ignore_js_op>
2010-5-11 09:25:45 上传
<strong>下载附件</strong> (29.18 KB)
</ignore_js_op>
通过采用NI Vision模式匹配函数,制作相应模板,通过采取多点匹配的方式获得画面中全部杯子位置信息,进行相应的物理位移转换后得到杯子的实际运动坐标。
见下图在Vision-Assistant中获得杯子坐标信息。
<ignore_js_op>
2010-5-11 09:25:42 上传
<strong>下载附件</strong> (55.5 KB)
</ignore_js_op>
3)自动控制点胶胶量
在得到Vision中识别得到的杯子运动坐标后,将运动坐标输入到运动控制卡(NI-7344四轴步进伺服运动控制卡)。运动控制卡按照顺序运动到指定位置,输出Breakpoint信号,经过一个74HC08的与门逻辑电路将三轴XYZ的Breakpoint信号汇集为一个TTL输出信号到 NI-6601(脉冲信号发生板卡),通过之前在NI-6601中设置的脉冲数及脉冲间隔触发产生一连串均匀稳定的脉冲信号给点胶阀,已获得稳定均匀的点胶量。
<strong>4. 系统优势</strong>
由于采用NI的运动控制卡及相应板卡,结合NI Vision强大图形处理功能,使得本项目在一开始就十分顺利,并在短短的2个月内完成系统的搭建工作。出胶量稳定,用户可随意调节出胶量大小。在完成 LED全自动点胶工作的同时,在未来的一些产品设计开发中也提供良好的升级空间。
<strong>结论</strong>
结合LabVIEW强大的图形化编程功能,运用一系列现成的工具包,图形分析功能,以及与LabVIEW平台整合度十分完美的NI硬件,我们在极短的时间内开发出了系统可靠,喷胶量稳定的,运动点胶速度快速的,并在市场上具有明显竞争优势的商业化产品。缩短开发周期,使产品更快投入市场,为广大 LED生产厂商提供提供了一套更为完美的点胶产品。
作者:上海飞睿测控科技有限公司 陈谦
本文获NI公司2009 案例征文大赛单项奖(工业自动化) |
|

 再发某公司的PADS格式 PCB封装库全套共享
再发某公司的PADS格式 PCB封装库全套共享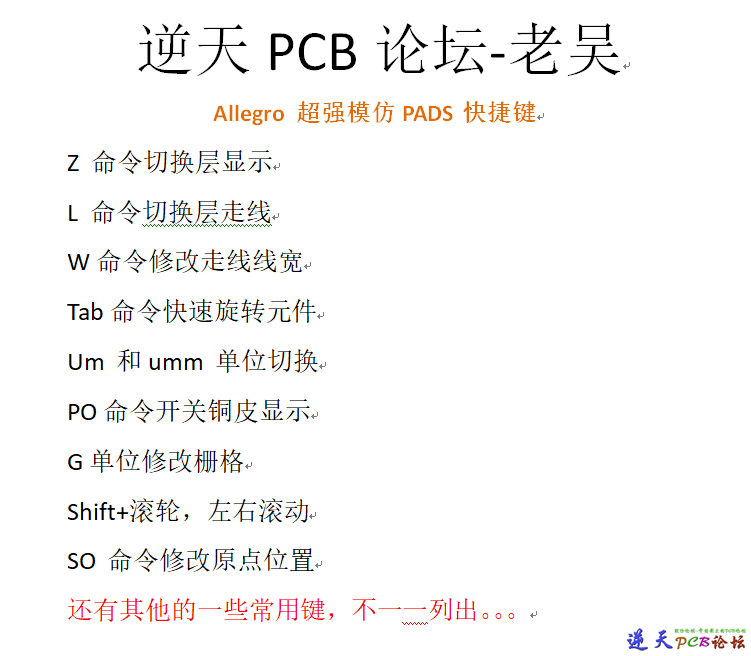 Allegro超强最全模仿PADS快捷键实现Z切换层
Allegro超强最全模仿PADS快捷键实现Z切换层 君正T20 原厂DEMO板PCB文件
君正T20 原厂DEMO板PCB文件 Intel JSL平台笔记本主板
Intel JSL平台笔记本主板 Intel ADL-N平台笔记本主板
Intel ADL-N平台笔记本主板 Intel JSL 平台笔记本PCB
Intel JSL 平台笔记本PCB 紫光展锐 6710 公板PCB 2层
紫光展锐 6710 公板PCB 2层 allegro羊皮卷
allegro羊皮卷 龙迅LT7911UXC+RTS5880 做的VR眼镜 方案原
龙迅LT7911UXC+RTS5880 做的VR眼镜 方案原 Python首次超越Java成第二最受欢迎的编程语
Python首次超越Java成第二最受欢迎的编程语 56SEGx4COM液晶驱动芯片/防静电LCD驱动/抗
56SEGx4COM液晶驱动芯片/防静电LCD驱动/抗 再发某公司的PADS格式封装大全 PCB封装库全
再发某公司的PADS格式封装大全 PCB封装库全 OTA测试暗箱的技术原理和应用场景
OTA测试暗箱的技术原理和应用场景 电子元器件检测技能速成全图解.韩雪涛.pdf
电子元器件检测技能速成全图解.韩雪涛.pdf











 发表于 2013-3-30 00:54:46
发表于 2013-3-30 00:54:46

")
")