TA的每日心情 | 奋斗
2024-7-18 15:17 |
|---|
签到天数: 1 天 [LV.1]初来乍到
二级逆天
佩特科技,专业SMT、PC
- 积分
- 797
   
|
马上注册,结交更多好友,享用更多功能,让你轻松玩转社区
您需要 登录 才可以下载或查看,没有账号?立即注册
×
SMT贴片加工由许多工艺组成,在贴片加工生产线的前端就是锡膏印刷,锡膏印刷的质量对于整体SMT加工的质量影响是较大的,甚至会直接影响到SMT贴片的焊接质量和产品的使用可靠性等参数。在实际的生产加工中锡膏印刷的质量和刮刀角度、刮刀速度、印刷压力、钢网种类、刮刀材料等都是有关的,下面广州SMT加工厂佩特精密电子给大家简单介绍一下锡膏印刷和钢网刮刀的一些基本信息。
一、刮刀材料
在一般的贴片加工中主要使用的刮刀是金属刮刀和橡胶刮刀两种。
1、橡胶刮刀
橡胶刮刀的刀片相比较软,在SMT贴片锡膏印刷的流程中假如压力比较大的情况下很可能会造成刀片变形的现象继而将钢网开孔中的锡膏刮走。在具体的SMT贴片流程中对橡胶刮刀造成相应的压力以后有可能会造成刮刀前沿造成某些变形,同时压力越大变形越显著,而这类现象可能会造成印刷的锡膏量减少,同时焊盘的面积和线路板的面积越大就会越显著。
2、金属刮刀
金属刮刀的材质相对稳定,伴随着压力的改变发生的刀片变形量也相对比较小,这在贴片加工中强于橡胶刮刀的,不过金属刮刀的锡膏充填能力是略逊于橡胶刮刀的。
二、印刷压力
印刷压力给SMT贴片加工的锡膏印刷造成的影响主要是与刮刀材料相关,譬如说橡胶刮刀假如承受了比较大压力的情况下刀片的变形加大,如此一来有可能会造成在印刷流程中造成焊膏沉积过量的状况,乃至有可能会造成无法将钢网上的锡膏刮干净的状况。
印刷压力一般应与焊锡膏滑动所造成的压力相同,一般可在2~9kg的范畴内设置,过大会造成塌心和外渗瑕疵,除此以外,充分考虑到焊锡膏滑动所造成的力随提供焊膏量的变化而变化,操作人员要在SMT加工的印刷过程中持续适度调节最佳值。
三、刮刀速度
刮刀速度与刮刀角度为多角度压入力的2种主要是的要素。事实上SMT贴片加工的刮刀速度的最好调节,就是将焊膏调节为使其在印刷钢网上不滑动,而滚动移动的调节。刮刀速度可在10~150毫米/s范畴内变化,一般为25~50毫米/s之间,间距小于0.5毫米的QFP为20~30毫米/s,超细细间距为10~20毫米/s,一为12.7毫米/s。SMT贴片加工中的橡胶刮刀进行相对比较大间距印刷或相对比较大压力印刷时,变形会产生刮坑造成印刷量不足,故橡胶刮刀印刷速度高于金属刮刀,一般近乎它的2倍。
假如SMT贴片的刮刀速度过快,相比地焊膏碰撞刮刀前沿的速度也较快,所产生力相对比较大。充分考虑到此时刮刀通过开孔部的时长,即压进焊膏的时长较短,则最后结果是印刷中造成在整个开孔部的压力不变,即焊膏压进开孔部的总量也不变。一般印刷速度低,充填性好,并不会产生刮刀后带拖问题。
广州佩特精密电子科技有限公司www.gzptjm.com,SMT贴片加工厂,提供一站式电子OEM加工服务。 |
|

 再发某公司的PADS格式 PCB封装库全套共享
再发某公司的PADS格式 PCB封装库全套共享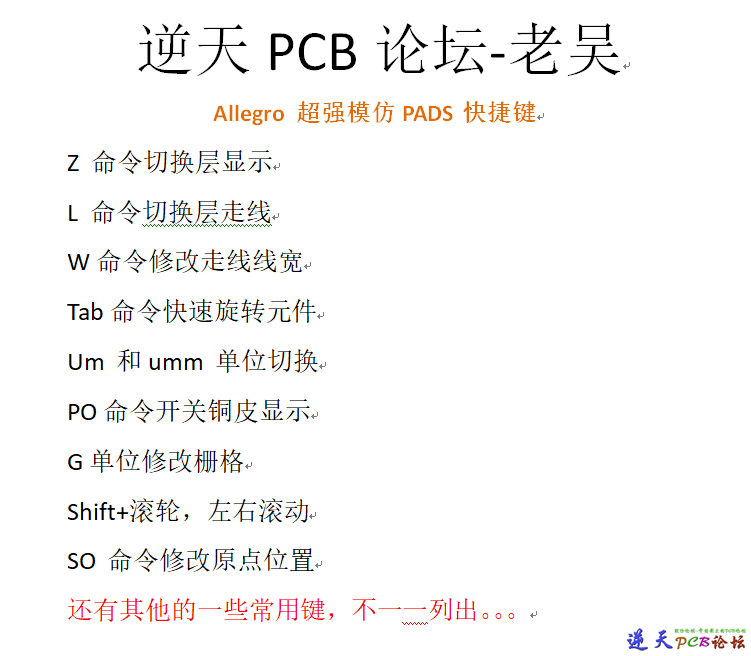 Allegro超强最全模仿PADS快捷键实现Z切换层
Allegro超强最全模仿PADS快捷键实现Z切换层 RK3576图片展示
RK3576图片展示 xilinx XC7Z010/020-TLZ7x-EasyEVM-A3
xilinx XC7Z010/020-TLZ7x-EasyEVM-A3 TL138_1808_6748F-EVM-A2_16D2
TL138_1808_6748F-EVM-A2_16D2 CH7026B-RGB转VGA
CH7026B-RGB转VGA 120W 电源板PCB文件共享
120W 电源板PCB文件共享 allegro羊皮卷
allegro羊皮卷 60N10 N型沟道MOSFET产品概述
60N10 N型沟道MOSFET产品概述 高抗干扰10按键触摸/触控感应芯片VK3610I S
高抗干扰10按键触摸/触控感应芯片VK3610I S CCDCMOS图像传感器基础与应用.pdf
CCDCMOS图像传感器基础与应用.pdf HyperLynX仿真与PCB设计[PCB工程师从入门到
HyperLynX仿真与PCB设计[PCB工程师从入门到 无线连接测试仪的技术原理和应用场景
无线连接测试仪的技术原理和应用场景 信号完整性与电源完整性分析(第3版).pdf
信号完整性与电源完整性分析(第3版).pdf

 发表于 2021-1-29 14:23:51
发表于 2021-1-29 14:23:51


")
")