TA的每日心情 | 奋斗
2024-7-18 15:17 |
|---|
签到天数: 1 天 [LV.1]初来乍到
二级逆天
佩特科技,专业SMT、PC
- 积分
- 2183
   
|
马上注册,结交更多好友,享用更多功能,让你轻松玩转社区
您需要 登录 才可以下载或查看,没有账号?立即注册
×
SMT贴片加工中对于贴片元器件的可焊性检测通常是检测焊端或者是引脚的可焊性,出现可焊性缺陷的主要原因大多是焊端或引脚表面被氧化或污染等,这也是SMT贴片的焊接可靠性受到影响的主要原因。下面广州贴片加工厂佩特电子给大家简单分享几种常用的可焊性检测方法。
一、焊槽浸润法
焊槽浸润法是较早的可焊性测试方法之一,这类方法是通过目测进行评估,一般来说是将样品浸于焊剂中以后再取出来,去除多余焊剂后再浸渍于熔融焊料槽中,浸渍时间一般是实际的焊接时间两倍左右,随后取出进行目测评估。
二、焊球法
在PCBA加工中焊球法是1种比较简单的可焊性检测方法,这类方法的其操作步骤方法是按相关的标准挑选适合的规格的焊球并放到加热头上加热至要求温度;将涂有焊剂的样品待检测位置横放,并以规定速度竖直浸入焊球内,统计引脚被焊球充分润湿而全都包住截止的时间,以该时间的多少判断可焊性好坏。选用焊球法进行可焊性检测的评定准则为:引脚被焊球充分润湿的时间为1S左右,超过2s为质量不过关。
三、润湿称法
SMT贴片加工中选用润湿称量法进行可焊性检测的设备和检测方法其基本原理为:将待测元器件样品悬吊于灵敏秤的秤杆上;使样品待测位置浸入恒定温度的熔融焊料中至要求深度;此外,作用于被浸入样品上的浮力和表面张力在竖直方位上的合力由传感器测出并转化成信号,并由高速特性曲线监测器统计成立一时间函数曲线;将该函数曲线与一个具有同样性质和尺寸并能充分润湿的试验样品获得的理想化润湿称量曲线进行对比,进而获得检测结果。
广州佩特电子科技有限公司www。gzpeite。com,提供电子OEM加工、PCBA加工、SMT贴片加工与小批量SMT贴片打样服务。 |
|


 再发某公司的PADS格式 PCB封装库全套共享
再发某公司的PADS格式 PCB封装库全套共享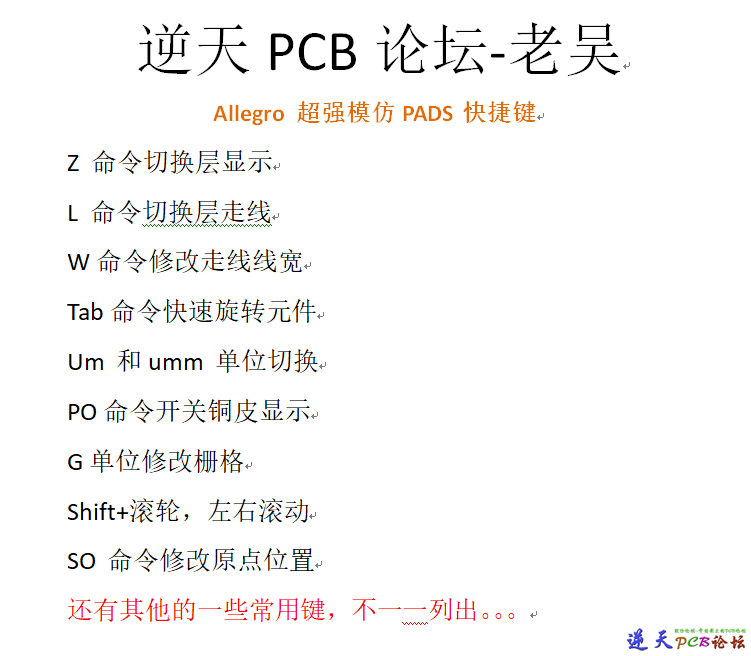 Allegro超强最全模仿PADS快捷键实现Z切换层
Allegro超强最全模仿PADS快捷键实现Z切换层 发一个TI的6层工业以太网通信主板,原理图
发一个TI的6层工业以太网通信主板,原理图 发一个TI的DLP主控板,20层板,原理图和PCB
发一个TI的DLP主控板,20层板,原理图和PCB 发一个TI的工控板,12层设计,原理图和PCB
发一个TI的工控板,12层设计,原理图和PCB enc-03小板PCB+原理图+TLC274ACD+ENC-03R
enc-03小板PCB+原理图+TLC274ACD+ENC-03R TSSP4P38+TSAL4400 小板PCB+原理图
TSSP4P38+TSAL4400 小板PCB+原理图 allegro羊皮卷
allegro羊皮卷 超小体积数显驱动芯片/LED数显恒流驱动IC /
超小体积数显驱动芯片/LED数显恒流驱动IC / 如何选择合适的微波网络分析仪校准件?
如何选择合适的微波网络分析仪校准件? AT24C512小板原理图
AT24C512小板原理图 试验板-法德开关-共地软启动-原理图共享
试验板-法德开关-共地软启动-原理图共享 超小体积单通道触摸VKD233HR DFN6L低电流1
超小体积单通道触摸VKD233HR DFN6L低电流1 为什么数控钻孔层出的位置好像不对?
为什么数控钻孔层出的位置好像不对?

 发表于 2021-2-4 14:18:51
发表于 2021-2-4 14:18:51




 发表于 2021-2-5 08:49:04
发表于 2021-2-5 08:49:04



")
")