TA的每日心情 | 奋斗
2024-7-18 15:17 |
|---|
签到天数: 1 天 [LV.1]初来乍到
二级逆天
佩特科技,专业SMT、PC
- 积分
- 797
   
|
马上注册,结交更多好友,享用更多功能,让你轻松玩转社区
您需要 登录 才可以下载或查看,没有账号?立即注册
×
电子加工厂的生产工艺中回流焊是不可或缺的,回流焊是SMT贴片加工的主要焊接方式,浸润区也就是回流焊的预热区。对于PCBA加工中来说回流焊的温度曲线设置是一个工艺关键点,对于不同的锡膏、产品来说温度曲线是不同,根据产品的不同来进行调整才能生产出合格的产品。下面广州电子加工厂佩特电子给大家简单介绍一下回流焊的浸润区和浸润时间的设置。
浸润区在PCBA加工的回流焊中主要作用有三个:使焊剂中的溶剂挥发、使焊剂活化并去除被焊接金属表面氧化物、减小焊接时PCBA各部位的温差。
在电子加工厂的实际生产加工中浸润区的参数设置除了要考虑PCBA的温度均匀性外,焊剂的有效性也是个重要参数。助焊剂从100℃起就具有比较明显的活性,温度越高,反应越快,如150℃时的反应速度比100℃时高出一个数量级。
在PCBA加工中去除被焊接表面的氧化物的过程主要发生在150℃到焊膏开始熔化这段时间,是助焊剂的主反应区。因此,控制焊剂活性的有效性就是需要监控150℃到焊膏熔化这段时间。对于SAC305焊膏,浸润参数的设置如下:
(1)浸润开始温度(Tma),通常按150℃来设置(对于有铅工艺,按100℃设置)。
(2)浸润结束温度(Tmx),通常按200℃来设置(对于有铅工艺,按150℃设置)。
(3)浸润时间(T),一般在60~1208。只要PCBA在进入再流焊阶段前达到基本的热平衡即可,在此前提下,时间越短越好。
广州佩特电子科技有限公司www.gzpeite.com,提供电子OEM加工、PCBA加工厂、PCBA代工代料、SMT贴片加工服务。 |
|

 再发某公司的PADS格式 PCB封装库全套共享
再发某公司的PADS格式 PCB封装库全套共享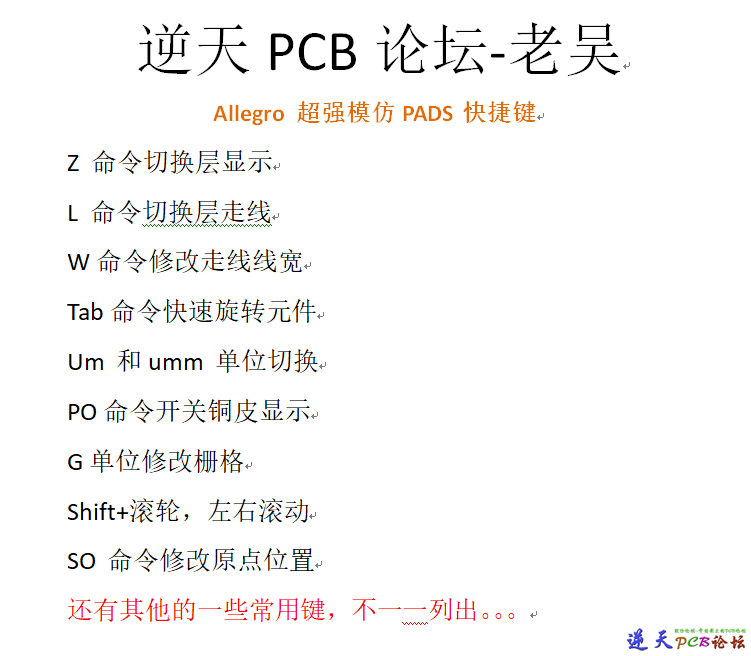 Allegro超强最全模仿PADS快捷键实现Z切换层
Allegro超强最全模仿PADS快捷键实现Z切换层 RK3576图片展示
RK3576图片展示 xilinx XC7Z010/020-TLZ7x-EasyEVM-A3
xilinx XC7Z010/020-TLZ7x-EasyEVM-A3 TL138_1808_6748F-EVM-A2_16D2
TL138_1808_6748F-EVM-A2_16D2 CH7026B-RGB转VGA
CH7026B-RGB转VGA 120W 电源板PCB文件共享
120W 电源板PCB文件共享 allegro羊皮卷
allegro羊皮卷 龙迅LT7911UXC+RTS5880 做的VR眼镜 方案原
龙迅LT7911UXC+RTS5880 做的VR眼镜 方案原 再发某公司的PADS格式封装大全 PCB封装库全
再发某公司的PADS格式封装大全 PCB封装库全 家电/温控器触摸IC高抗干扰触摸芯片VK3606D
家电/温控器触摸IC高抗干扰触摸芯片VK3606D 60N10 N型沟道MOSFET产品概述
60N10 N型沟道MOSFET产品概述 从零开始学ALTIUM DESIGNER电路设计与PCB制
从零开始学ALTIUM DESIGNER电路设计与PCB制 电子天线罩测试仪的技术原理和应用场景
电子天线罩测试仪的技术原理和应用场景

 发表于 2022-4-14 16:43:35
发表于 2022-4-14 16:43:35


")
")