TA的每日心情 | 奋斗
2024-7-18 15:17 |
|---|
签到天数: 1 天 [LV.1]初来乍到
二级逆天
佩特科技,专业SMT、PC
- 积分
- 797
   
|
马上注册,结交更多好友,享用更多功能,让你轻松玩转社区
您需要 登录 才可以下载或查看,没有账号?立即注册
×
SMT贴片厂的贴片加工环节中回流焊是重要焊接方式,在回流焊接过程中回流焊炉的温度曲线设置会对SMT贴片加工造成直接影响。下面SMT贴片厂佩特精密给大家简单介绍一下常见回流焊温度曲线设置。
在实际的生产加工中回流焊炉温度曲线设置需要考虑到很多方面的因素影响,如PCBA材质、元器件种类和耐温性、元器件分布密度、锡膏成分等多种因素综合起来考虑。在佩特精密的SMT贴片厂已经全面使用无铅制程,下面给大家简单介绍一下无铅回流焊的温度曲线设定基准。
预热区:温度由室温~150℃,升温斜率控制在2℃/sec,时间控制在60~150sec;
均温区:温度由150~200℃,缓慢稳定升温,升温斜率控制在小于1℃/sec,时间控制在60~120sec;
回流区:温度由217℃~最大的260℃,升温斜率控制在2℃/sec,时间控制在60~90sec:
注:回流焊的峰值温度过低或者是回流时间过短都有可能导致焊接不充分,从而无法形成要求厚度的金属合金层,甚至会造成锡膏熔融不彻底,如果峰值温度过高或者是回流时间过长的话也可能导致使金属间合金层过厚从而影响焊点强度,甚至对元器件和PCB的性能降低乃至损坏。
冷却区:温度由最大~180℃,降温斜率最大不得超过4℃/sec
广州佩特精密电子科技有限公司www.gzptjm.com,提供SMT贴片加工、电子OEM加工、一站式SMT包工包料服务。 |
|

 再发某公司的PADS格式 PCB封装库全套共享
再发某公司的PADS格式 PCB封装库全套共享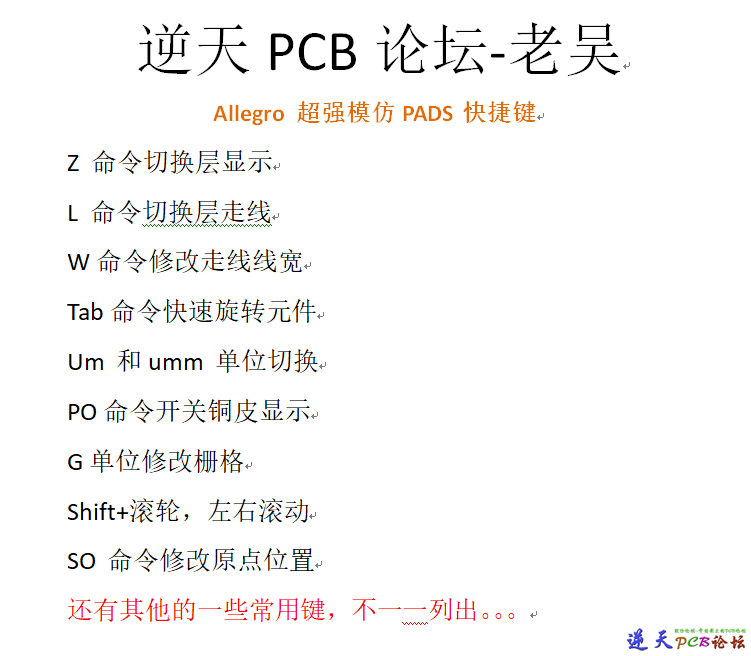 Allegro超强最全模仿PADS快捷键实现Z切换层
Allegro超强最全模仿PADS快捷键实现Z切换层 RK3576图片展示
RK3576图片展示 xilinx XC7Z010/020-TLZ7x-EasyEVM-A3
xilinx XC7Z010/020-TLZ7x-EasyEVM-A3 TL138_1808_6748F-EVM-A2_16D2
TL138_1808_6748F-EVM-A2_16D2 CH7026B-RGB转VGA
CH7026B-RGB转VGA 120W 电源板PCB文件共享
120W 电源板PCB文件共享 allegro羊皮卷
allegro羊皮卷 龙迅LT7911UXC+RTS5880 做的VR眼镜 方案原
龙迅LT7911UXC+RTS5880 做的VR眼镜 方案原 再发某公司的PADS格式封装大全 PCB封装库全
再发某公司的PADS格式封装大全 PCB封装库全 家电/温控器触摸IC高抗干扰触摸芯片VK3606D
家电/温控器触摸IC高抗干扰触摸芯片VK3606D 60N10 N型沟道MOSFET产品概述
60N10 N型沟道MOSFET产品概述 从零开始学ALTIUM DESIGNER电路设计与PCB制
从零开始学ALTIUM DESIGNER电路设计与PCB制 电子天线罩测试仪的技术原理和应用场景
电子天线罩测试仪的技术原理和应用场景

 发表于 2022-12-8 15:43:05
发表于 2022-12-8 15:43:05







")
")