|
|
印制电路板外形加工技术
印制电路板的外形加工也是印制电路板加工的难点之一,大多数印制电路板是矩形形状,但相当多的印制电路板有特殊的外形,本人在几年的工作中总结出一些加工的方法,在此简略介绍一下:
一、 印制电路板外形加工方法:⑴铣外形。利用数控铣床加工外形,需提供铣外形数据以及相应管位孔文件,这些数据均由编程人员提供,由于印制电路板拼板间距不可能很大,一般为3mm左右,因此铣刀直径一般为3mm。先在铣床垫板上钻管位孔,用销钉将印制电路板与铣床垫板固定后,再用铣外形数据铣外形;2冲外形。利用冲床冲切外形,需使用模具,并且模具上管位钉与印制电路板的管位孔相对应,一般选择φ3.0mm左右的孔作管位孔;3开"V"槽。利用"V"槽切割机沿印制电路板设计的"V"槽线将印制电路板切割成彼此相连的几部分;4钻外形。利用钻床沿外形线处钻孔。通常开"V"槽与钻外形只作加工的辅助手段。
二、 外形加工方法的选择。外形加工方法的选择通常与客户的要求。外形的形状和加工的批量有关系,一般选择铣外形,编写铣外形数据时,要注意下刀点的选择和行刀方向。要确保行刀方向与有效外形的切削方向成180o即可,因此铣外形与铣槽内的行刀方向相反,铣外形的下刀点一般选择在距管位孔较近的一角,以减轻下刀和起刀动作对外形的影响;同样道理,如果内槽有凸角,则铣内槽的下刀点选择在凸角处;如果内槽没有凸角,下刀点选择在距内槽两边为铣刀半径处。另外,在下刀点处起刀时,由于印制电路板直角的一边已铣去,铣板时铣刀对板的挤压会使直角变形,由形变为形,因此一般铣处形时,在板四角都加一半径为0.8mm的圆角,使直角形变为形。当印制电路板单元内无法加管位孔时则在拼板板边加管位孔,印制电路板单元间加吊点,铣外形后,用锉刀锉去吊点。冲外形能够适应大批量生产的需要,加工效率高,通常管位孔的选择对外形加工质量和加工效率有较大影响。
三、"V" 槽和钻外形是外形加工非常有效的辅助手段。其中开"V"槽是较常用的外形加工辅助手段。当印制电路板单元尺寸较小时,为减少铣板时间,可将几个印制电路板拼为一个单元,铣外形后再开"V"槽,这不仅提高了外形加工的效率,而且也有利于板件清洗和产品包装,还提高了板料利用率,对于不能加管位孔且尺寸较小的印制电路板,还可减少吊点数量(锉去吊点是非常麻烦的工作),这对批量较大的板件很有利。当客户要求有工艺边或多种板样、拼在一起时,开"V"槽是首选的外形加工方式。开"V"槽虽有效率高的优点,但受设备(仅指我司"V"槽切割机)制约,"V"槽间距还不能太大,也不能沿折线开"V" 槽。与此相比,钻外形虽然较慢,但能克服以上困难,还能克服铣外形铣刀直径较大的缺点,如果客户要求的印制电路板单元间距超出开"V"槽宽度时,沿小单元拼板间加邮票孔(相邻孔间距大于孔直径约0.2-0.5mm的一连串的孔,孔直径小于1.0mm)便可满足客户要求;还有是客户将多种板拼在一起无法开"V"槽时,可在印制间(如印制电路板A和印制电路板B)加邮票孔,如果印制电路板有宽度d小于铣刀直径的内缺,无法采取铣外形来加工,而采取多次钻来加工就能实现,铣外形时只铣外框,对象图四两园相切的阴影区,铣刀无法加工,采用大小不同的钻刀用钻孔方式加工,再配合铣外形,则可完成外形加工;前边介绍过在印制电路板间加吊点,铣外形后锉去吊点的加工方式,如果在吊点油墨外形线加邮票孔,则可大大减轻锉吊点的难度。有此板有内槽。如用3.0mm的铣刀铣外形,如果板槽宽小于8mm,则相应内园角占亮度的3/8,如果板角放-φ1.5mm的孔,然后再铣外形,小内园角占槽宽的3/16,减小了内园角,如果客户仍不满意,还可先放小于1.0mm的孔,再放-φ1.5mm的孔,使内园角小于0.5mm的孔,使内园角小于0.5mm(如图六)。
四、 管位孔的放置是外形加工的重要因素。冲外形和铣外形是外形加工常用方法,其是冲外形加工效率很高,但它们都离不开与之相适应的管位孔,有时管位孔的放置对外形加工影响很大。通常在印制电路板单元中加两个管位孔,一般放在板对角,原则上距离越远定位越好,但对长或宽以及长宽相差悬殊的板,一般沿板边每200mm左右放置一管位孔。另外对一些特殊外形(如图七、图八),管位孔个数会多于两个,位置也不一定在对角,如果客户技术资料中有工艺边,则管位孔最好加在工艺边上,或在板角选择两孔径在2.0-4.0mm的非金属化孔作定位孔。冲外形的管位孔放置很重要,为提高模具利用率和劳动生产率,使外形相同但布线不同的印制电路板使用同一模具,在模具设计时,选择通用的安装孔作管位孔,如有工艺边,则加在工艺边上,这往往要与客户技术专家充分协商。无论冲外形或是铣外形,我们都喜欢在印制电路板单元内加管位孔(或选某类孔作管位孔),但不幸的是确有一些客户不允许在板内加管位孔且无法在板内选某类孔作管位孔,我们不得不采用外管位加工外形,即在印制电路板单元外加管位孔。如果印制电路板单元外形有内缺口,我们可将管位孔加在内缺口处,缺口一边加邮票孔与印制电路板单元相连。铣外形后掰去内缺口处的小块,锉去毛刺(如图九),冲外形也可采用同样方法加管位孔;如果印制电路板单元内有掏空的槽,则管位孔可加在内槽,内槽的三个边经过冲/铣外形加工,另一边用邮票孔与印制电路板单元相连,外形加工后,掰去槽内中小块,如客户同意可将邮票孔中心与槽边中心重合,可免去锉毛刺工序。为保证内圆角,冲外形时,可将槽四角冲去,槽一边的中间部分通过邮票孔与板相连(如图十,阴影区为冲切区)。另构是在板边加工艺块(工艺块比工艺边更优越),工艺块与印制电路板单元用邮票孔相连,管位孔就加在工艺块上,冲/铣外形后掰去工艺块,锉平毛刺,这样可减少吊点数量,当采用冲外形加工时,会大大提高加工效率,但加工艺块会使拼板利用率下降。在冲外形时,板内无法加模具通用的管位孔,客户又不同意加邮票孔时,则板外或板内缺,内槽处加模具通用管位孔,在印制电路板单元内加铣去内槽或内缺的专用管位孔。</td>
|
|


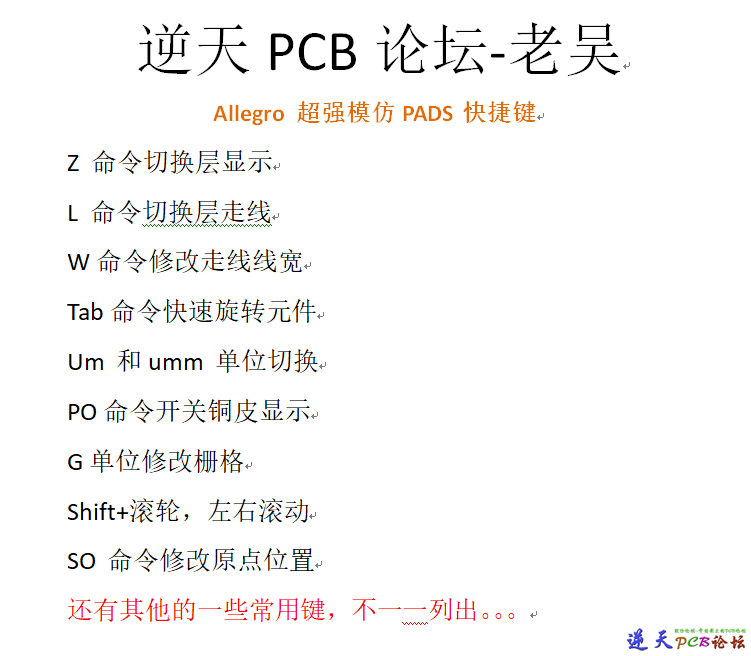 Allegro模仿PADS快捷键Z切换层L换层W改线宽
Allegro模仿PADS快捷键Z切换层L换层W改线宽 十代intel I9 电脑主板PCB文件共享 6层PCB
十代intel I9 电脑主板PCB文件共享 6层PCB 抗干扰2键触摸/电容式触控IC/触控感应芯片V
抗干扰2键触摸/电容式触控IC/触控感应芯片V 高抗干扰段码驱动/LCD屏驱动芯片VK2C21AA S
高抗干扰段码驱动/LCD屏驱动芯片VK2C21AA S NFC协议分析仪的技术原理和应用场景
NFC协议分析仪的技术原理和应用场景 MOS管控制小板
MOS管控制小板 MT2503D模块
MT2503D模块 用支付宝和微信各充10元没到账...
用支付宝和微信各充10元没到账... allegro羊皮卷
allegro羊皮卷 万万没想到戴尔灵越Inspiron 11-3157笔记本
万万没想到戴尔灵越Inspiron 11-3157笔记本 逆天级-英特尔双至强CPU挂32条DDR4内存条大
逆天级-英特尔双至强CPU挂32条DDR4内存条大 有源RFID PCB设计
有源RFID PCB设计 USB协议分析仪的技术原理和应用场景
USB协议分析仪的技术原理和应用场景 抗干扰单路触控 /电容式触摸芯片/触摸IC-VK
抗干扰单路触控 /电容式触摸芯片/触摸IC-VK VK2C21A/B/C/D高抗干扰液晶驱动/LCD段码屏
VK2C21A/B/C/D高抗干扰液晶驱动/LCD段码屏 LCR数字电桥的技术原理和应用场景
LCR数字电桥的技术原理和应用场景 耐压绝缘测试仪的技术原理和应用场景
耐压绝缘测试仪的技术原理和应用场景 液晶驱动控制电路/段码LCD显示驱动芯片VK02
液晶驱动控制电路/段码LCD显示驱动芯片VK02 NT-PADS-第四期-项目二
NT-PADS-第四期-项目二 DRV8701 高达 30A 的直流电机驱动器 (AD)
DRV8701 高达 30A 的直流电机驱动器 (AD) 蓝牙协议分析仪的技术原理和应用场景
蓝牙协议分析仪的技术原理和应用场景 LCD显示驱动IC-VK0384 LQFP64液晶屏驱动芯
LCD显示驱动IC-VK0384 LQFP64液晶屏驱动芯











 发表于 2013-3-29 00:26:44
发表于 2013-3-29 00:26:44

")
")