|
|
马上注册,结交更多好友,享用更多功能,让你轻松玩转社区
您需要 登录 才可以下载或查看,没有账号?立即注册
×
摘要:电子产品自进入表面组装之后,大批量再流焊工艺过程中,无源片式器件的碑立现象给电路制造商增加许多麻烦。片式器件质量与尺寸不断缩小,高温无铅焊料的应用,碑立更引起人们的重视。本文对碑立的成因进行分析,介绍解决碑立的基本思路
关键词:碑立,热容,温差,充氮气相再流焊。
1. 引 言
电子产品自进入表面组装之后,大批量再流焊工艺过程中,无源片式器件的碑立现象给电路制造商增加许多麻烦。/ c3 T' n. t2 p# ~- p9 l) _
碑立—在再流焊过程中,无源器件部分或全部被举起,如图 1 所示;小型片式器件的一引线端连接在焊盘上,而另一引线端被高高垂直举起,有时被倾斜,有时器件像石碑一样直立。
‘石碑’这样的比喻,正是非常确切。碑立这种缺陷需要焊后返工操作,或由于需要纠正及高质量成本而被报废。
在早期SMT制造过程,通常碑立与气相再流焊(冷凝焊)连系在一起,在众多原因中,归属于快速升温加热的原故。随着气相再流工艺的衰退,特别是强制对流工艺及先进的控温系统,表贴器件焊接的碑立现象几乎已消失。
然而,碑立问题远没有完全得到解决。由于片式器件质量与尺寸不断缩小,高温无铅焊料的应用,碑立又重新引起人们的重视。在充氮再流系统的气相再流焊工艺中,新型器件或印制板的无源片式器件越来越小,原先不希望出现的碑立现象,重新又回潮。# O. b+ E' [& G( f4 K" q4 r
2. 究其根源何在?
众知造成碑立的原因之一是无源器件的两焊点间初始湿润的差别。不均衡的湿润状态是两焊接表面的湿润性与温度的不同所致。作为理想状态是器件两引线端同时再流形成焊点。此时,作用在两端焊接表面的湿润力/表面张力会同时作用相互抵消,于是就不会发生碑立项象。/ I, C4 G- m% M( n. ro
如果器件的一引线端与焊盘很快湿润再流,作用在形成焊点上的力将抬举器件与引线端。而另一端焊料没有熔融,通过被湿润的引线端与印制板被湿润的焊盘间表面张力,拉住固定器件。
3. 初始湿润的机理是什么?2 D, x! ^) ?* [1 b. F; S( r" F3 A
湿润的机理由三个重要参数;
l 初始湿润的时间( `9 @4 X) K) LB! f" d2 g
l 湿润力
l 完全湿润的时间
如很快完全湿润,将会导致碑立地发生,这因为完全湿润时,作用在焊点与器件上的力是最大的。
假定器件的一端达到完全湿润的速度明显要快于另一端,湿润力有可能直立拉住器件,这是因如果端头过焊膏过量,力作用在器件引线端直角边与顶面的缘故,而器件未被再流的一端将被抬举脱离焊盘,最终造成碑立现象。' D3 R2 s/ b9 M# z5 R
4. 热容对焊接的影响* ], P; [0 Z7 X+ i& }. J
图 1 碑立焊接端的显微图像
器件任一焊接端的热容直接会影响碑立的产生。焊接的热容不均等是造成碑立的根本原因,较小热容的一端将先湿润,于是枪先对器件施加力,无源器件两引线端的热容不同的可能有;焊盘尺寸公差,器件引线端金属化公差,焊膏印刷量公差,通孔或印制板内层布局布线等。* q# sN& a) }& J0 k1 |
4.1印制板焊盘的热容) j+ i6 B- o8 `* [( u
焊盘尺寸愈大,焊膏熔融的表面积愈大,则表面张力也就大。焊盘尺寸的变化很大,器件供应商会推荐与器件类型相配的焊盘尺寸规格,但是制造的公差并没规定。变动的公差会对焊盘热容产生很大的影响。^2 x( f$ W" I/ m1 [0 a! ~& n' i+ Z# V6 n
另外,焊盘尺寸与公差与器件贴装精度有关。这、种情况经常如此,但并非全是,焊盘尺寸/热容与器件规格及碑立的产生成正比例关系的。如图 2所示焊盘尺寸与推荐公差;4 j: j5 W( ]- Y) l! d/ F
图 2焊盘尺寸与推荐公差! N# x+ ~8 j$ Vk- @/ K
4.2器件引线端的热容、4 A$ V# n- m5 r( `
与器件类型及外形相关的热容直接影响焊接工艺的加热速度与时间。这些公差仅以正常数值表示,但是相对的,因为随着器件的小型化,那些与焊盘,金属化及贴装速度有关的尺寸参数将变得更为重要。如 图 3 所示 器件引线端类型与器件外形的数据;H8 X+ O2 ?+ S/ n! ?
图 3 器件引线端类型与器件外形
4.3 焊膏的热容6 A1 d& X# Y; }. bL
少量焊膏的焊盘要比过量焊膏的焊盘再流快得多,不论采用何种方法,焊盘沉积的焊膏必须与形成合格的焊点连接匹配,不得过量。更重要的是,在再流前,焊盘间的焊膏必须均匀。三维焊膏图像有助与工程师检测焊膏的热容,使其在控制之下。
虽然少量焊膏能更快速升温,但器件的贴装位置实际上在加热升温中也起到作用,器件贴装对准问题也可能会造成器件引线端的明显偏移,这样势必产生热容的不一样,结果得到两引线端间的温差扩大
(Δt)。要克服这个问题,焊膏必须在几分之一秒内迅速熔融。4 e3 V# O1 _+ m9 ~; ?
5. 尽可能小的温差/ P7 f3 O6 {+ l7 _/ ]4 n8 _8 b
焊盘与引线端表面无氧化及清洁是将很快初始湿润,较小的表面张力,较大的湿润力,且很快完全湿润。假定器件的两引线端同样程度被氧化,有些氧化面将延迟初始湿润时间,被延迟初始湿润时间的部位将有更多时间提升焊盘或引线端的温度,以减少两端间的温差% f7 H7 p! |8 M( X! [\
(Δt)。8 Ft; k7 I3 h4 m
凭经验得;较小的温差(Δt),初始湿润的时间差也小,当无源器件两端没有同样的湿润性,就可能产生碑立,因可焊性好的引线端相比之下会更快达到完全湿润。) X% {' W# b8 Z0 o& R% k+ {$ `. }4 A
最常见影响可湿润性的是那个因素?举例;当器件引线端金属化损坏,没有正确涂复或污染,这就减少可湿润的表面积。如图 4所示;
可见碑立电阻器的显微图像,在抬举未被焊接的端头显示涂层减薄,降低可焊性
图 4 抬举未被焊接的端头显示涂层减薄降低可焊性+ i4 c' ^3 x! L- n
6. 充氮/气相再流焊# Z$ g& KX- q7 k
在焊接的升温至再流过程中,氮能防止焊接表面重新氧化,有助加快初始湿润。气相焊工艺包括焊接过程升温的控制。与氮气氛再流类似,气相焊在升温至再流过程中能防止表面重新氧化。这两种工艺,与常规再流焊工艺比较,在进入再流过程,极少发生金属表面的氧化。籍此清洁的表面将很快湿润。7 }8 q, _) LU5 S2 g. H
快速湿润不能提供更多时间来减少温差的减少(Δt)。额外延迟初始湿润,以减少温差(Δt)完全是最大程度减少碑立现象所必需的。所以充氮再流焊与气相焊两种工艺,可实现碑立发生的减少。
7.温度与表面状态两因素. }3 @5 b# L9 n& L0 {: w- t
表 1 所列两种产生碑立的因素:包括与印制板及器件的表面有关的因素 ,如可焊性,涂层的氧化及损坏。与温度有关的因素,如温差(Δt)与热耗散。如表所示,这两种因素有组合影响,焊膏的热稳定性与合金选择必须加以考虑。
2007-9-7 23:22 上传
下载附件
7 r* V3 e6 [( ]/ g/ J9 a, _) p! u2 R
8.焊膏解决方案
消除碑立或最大程度减少碑立现象的发生可通过焊膏的选择实现。首先,使用具有粘着性的热稳定助焊剂系统,其二焊膏的金属粒子采用两种不同共晶点的材料;50%熔点为179℃,另一种熔点为183℃。* z/ M5 f4 KN6 S6 c2 @
1 D" S3 U! g$ s" Q: a8 a
183℃熔融的焊料固体粒子阻碍熔融较快焊点湿润力产生的角度倾斜作用。另一个焊盘的179℃的焊膏合金在几分之秒更多时间来湿润,于是重新回复达到平衡。0 ?6 `* h$ @" S& M6 m% x
Klein使用模型来描述碑立现象,表面张力起到重要作用。 然而排除了在熔融时焊膏的粘度的影响。& z; w7 c5 o) Y8 r
图 5 碑立模型—熔融时焊膏粘度的作用在179℃至183℃的温度范围中,焊膏成为在Sn62液相中悬浮的混合体,这种悬浮体要比完全液相明显高的粘度,较高的粘度机械阻碍器件角度倾斜作用来平衡表面张力,所以粘度是一个重要参数应附加在此模型中,如图5所示。
9.完全解决方案
碑立现象的产生可通过下面三个基本原则防止;
l 控制再流焊工艺的温度加热曲线,最大程度减少温差(Δt)。$ ]V; OB- ~3 X# y5 i' {1 u
l 控制印制板,器件,器件贴装的公差。
l 控制充氮再流焊工艺中的氧分量,应小于500ppm。/ h0 Q: x7 a( N. {; A5 R6 S9 o: i. X
碑立是一个可防止的焊接缺陷,只要认真分析原因加以解决,减少其影响,最终能达到高产能,低缺陷率及低返工成本。 |
|

 再发某公司的PADS格式 PCB封装库全套共享
再发某公司的PADS格式 PCB封装库全套共享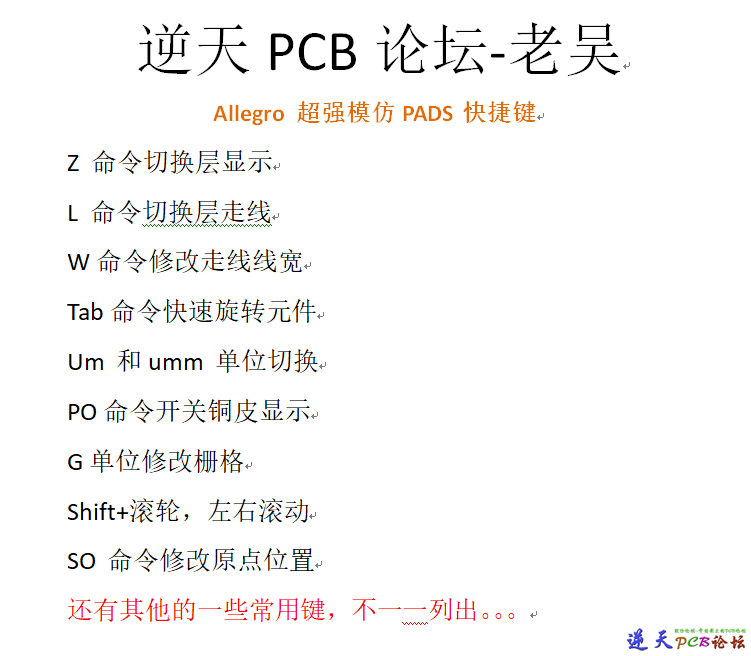 Allegro超强最全模仿PADS快捷键实现Z切换层
Allegro超强最全模仿PADS快捷键实现Z切换层 120W 电源板PCB文件共享
120W 电源板PCB文件共享 AS1910-553 FPC PCB文件
AS1910-553 FPC PCB文件 HRX_002_VER_V01 蓝牙耳机充电仓PCB和原理
HRX_002_VER_V01 蓝牙耳机充电仓PCB和原理 HRX-002-FN003-V01 蓝牙耳机充电仓PCB和原
HRX-002-FN003-V01 蓝牙耳机充电仓PCB和原 再发一个蓝牙耳机充电仓 PCB 和原理图 HRX_
再发一个蓝牙耳机充电仓 PCB 和原理图 HRX_ allegro羊皮卷
allegro羊皮卷 Python首次超越Java成第二最受欢迎的编程语
Python首次超越Java成第二最受欢迎的编程语 systrace工具使用
systrace工具使用 龙迅LT7911UXC+RTS5880 做的VR眼镜 方案原
龙迅LT7911UXC+RTS5880 做的VR眼镜 方案原 Allegro超强最全模仿PADS快捷键实现Z切换层
Allegro超强最全模仿PADS快捷键实现Z切换层 56SEGx4COM液晶驱动芯片/防静电LCD驱动/抗
56SEGx4COM液晶驱动芯片/防静电LCD驱动/抗 小米电视L55M5-AD 突然花屏了,求助
小米电视L55M5-AD 突然花屏了,求助











 发表于 2013-3-29 18:23:41
发表于 2013-3-29 18:23:41

")
")