TA的每日心情 | 无聊
6 天前 |
|---|
签到天数: 15 天 [LV.4]偶尔看看III
二级逆天
- 积分
- 431

|
马上注册,结交更多好友,享用更多功能,让你轻松玩转社区
您需要 登录 才可以下载或查看,没有账号?立即注册
×
一种深盲孔内键槽的快捷加工方法
一般传动设备的驱动轴和传动轴之间需要一个连接方法,比如轴孔连接,那么该种安装形式有止头螺栓、花键轴、单键等。这里指的是单键安装方法。
单键式(或多键式)安装连接方法轴是外键槽,轴孔需要加工内键槽。尤其是深盲孔内键槽加工比较通孔内键槽加工难度较大。主要加工设备有刨床、插床、内键铣、电火花和涡轮传动刀具等加工方法。这些加工方法各有优缺点,如对刀麻烦、精度不高、轴长限制、孔径要求、装夹繁琐、工艺复杂、成本偏高和需要专用设备等弊端。现在我们介绍一种几乎每个工厂都具备的通用设备—普通车床加工深盲孔内键槽的方法。
1. 原理图:
2.加工方法:
2.1选用一台带快走的普通车床,准备一把适合孔径,比孔键深度长2~75px前端开方孔的刀排(不含夹紧位置)和与槽宽尺寸一致的白钢刀。为保证精度最好用线切割开孔,方孔尺寸比加工键槽刀具的宽度+0.02~0.05mm,要求刀具安装后,刀宽的1/2中心处和轴孔的中心线应重合,将刀具牢固安装在刀架上,并锁紧刀架。
2.2将经过半精车或精车(两顶尖加工)的轴心,一端用自定心三爪卡盘夹持(精车过的轴加薄铜皮垫护),另一端(带孔端)用中心架支承,并校正圆跳动。
2.3加工前检查车床主轴档位必须在空挡位置,防止工件旋转!!!中心架支承爪必须锁死!!!防止加工时切削振动和工件走动,导致损坏工件和刀具。
2.4手动对刀后退刀,将刀具手动至内孔内切槽处,中拖板进刀0.15~0.20mm,然后将快走向孔外方法摁住快走按钮,直至刀具完全走出孔端。依次往返加工,直到满足尺寸要求。
2.5加工时用冷却泵冷却工件和带走积屑,注意观察刀具磨损和防止刀具移动,测量槽宽及时修正刀具以满足尺寸要求。
2.6该加工方法主要采用拉削法,切削振动小、装夹快捷、操作方便、精度稳定、成本低廉,较好地解决了深孔盲孔内键槽的加工难题,深受操作者的喜爱。 |
评分
-
查看全部评分
|


 再发某公司的PADS格式 PCB封装库全套共享
再发某公司的PADS格式 PCB封装库全套共享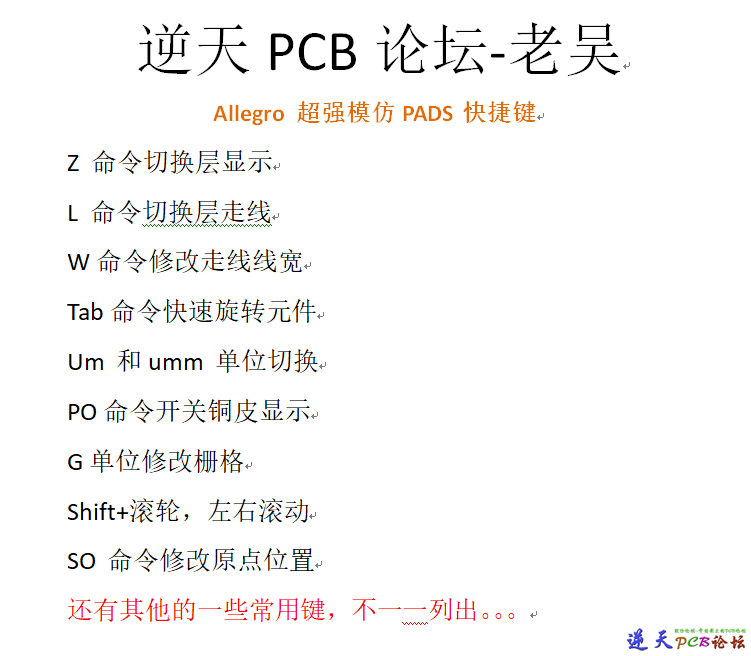 Allegro超强最全模仿PADS快捷键实现Z切换层
Allegro超强最全模仿PADS快捷键实现Z切换层 ESP8266两层核心板亲手撸,多指教
ESP8266两层核心板亲手撸,多指教 RV1126 RV1109 挂两个DDR3 做的AI DEMO 板
RV1126 RV1109 挂两个DDR3 做的AI DEMO 板 AB5605E+CS83702E+BT8916A2 做的蓝牙音箱PC
AB5605E+CS83702E+BT8916A2 做的蓝牙音箱PC ETA3415 小模块PCB文件
ETA3415 小模块PCB文件 IP178GD2V11 做的8口百兆网络交换机PCB原理
IP178GD2V11 做的8口百兆网络交换机PCB原理 allegro羊皮卷
allegro羊皮卷 TIA电路解决方案
TIA电路解决方案 求救Allegro转pads没成功
求救Allegro转pads没成功 4个 PEX8764 做的大型工业主板PCB文件 18层
4个 PEX8764 做的大型工业主板PCB文件 18层 再发某公司的PADS格式封装大全 PCB封装库全
再发某公司的PADS格式封装大全 PCB封装库全 防干扰4键触摸/4路触摸触控芯片/触摸检测IC
防干扰4键触摸/4路触摸触控芯片/触摸检测IC 光频谱分析仪的技术原理和应用场景
光频谱分析仪的技术原理和应用场景

 发表于 2022-4-1 21:52:14
发表于 2022-4-1 21:52:14

















 发表于 2022-4-1 23:17:24
发表于 2022-4-1 23:17:24




")
")